What Is EDM and Is It Right for 2-Axis Metal Cutoff?
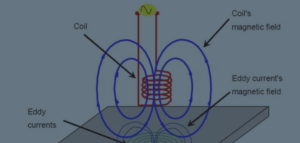
Electrical discharge machining, or the EDM wire cutting process, uses controlled and rapidly repeating electrical charges to remove material from electrically conductive materials such as metals.
Many people look at wire EDM cutting in terms of how the method stacks up against laser cutting, 3D manufacturing, or traditional machining for multi-axis shaping of metal. But for us at Metal Cutting Corporation — and our customers — the topic of wire EDM cutting pros and cons is all about 2-axis cutoff and how the EDM method compares with other precision metal cutting options.
Advantages of EDM
Precise for 2-axis cutoff of small parts
Wire EDM cutting is a very precise method for the right applications, such as for 2-axis cutting of small parts with tight tolerances at high volumes. For example, for mass production of pins, probes, and other small, solid metal parts with diameters under 0.020” (0.50 mm), the advantages of EDM include:
- Highly repeatable lengths without end deformation, distortion, or delamination
- Far better cost-effectiveness than a method such as laser cutting
High Ppk/Cpk
For small diameter solids, wire EDM cutting also offers extremely high measures of central tendency, for remarkably high Ppk/Cpk values. For example, EDM not only can cut a precious metal wire of 0.004″ (0.1 mm) diameter to a length of 1″ (25 mm), but also can do so while achieving a length tolerance of ±0.001″, radiused ends, and a Ppk well over the standard minimum of 1.33.
Burr-free cutting of a range of diameters
Wire EDM can cut diameters ranging from a few thousandths of an inch to several inches, to lengths from 0.5” (12 mm) to 18.0” (450 mm) and with high dimensional accuracy. Because it does not involve a wheel or saw teeth, the EDM wire cut procedure generally does not leave any burrs, and the kerf width is usually 0.004” to 0.012” (0.1 to 0.3 mm).
Different material hardnesses and radiused end cuts
Wire EDM cutting is also versatile in the hardness of the conductive metals it can cut with relative ease, ranging from copper to the hardest materials including molybdenum and tungsten. EDM also gives a natural radius to the end cut; this may or may not be an advantage, depending on the application.
Disadvantages of Wire EDM Cutting
Slow speed
The most widely known negative is that wire EDM cutting is still an extremely slow method. Modern EDM machines with AWT (automatic wire threading) and CNC capability can be programmed to work “lights out,” to help mitigate the slow cutting speed. However, for very high volumes of parts with diameters larger than 0.020″ (0.5 mm), a method such as thin-wheel abrasive cutting might be preferred.
Conductive materials only
Due to the nature of wire EDM cutting — removing material by using rapidly repeating, controlled electrical charges along a strand of metal wire — the method is limited to electrically conductive materials. Therefore, any material that is a composite or coated with a dielectric is not feasible for EDM.
Effects of a charged environment
The total EDM environment — including the wire, deionized water, and workpiece — is charged. The wire’s repeated electrical discharges can heat the target area of the workpiece to thousands of degrees. This can result in thermal stress to neighboring portions and cause some amount of waste. The wire itself also suffers damage, so the EDM machine must constantly feed new wire.
Depending on the metal being cut, another disadvantage of wire EDM cutting is that an oxide layer can form on the cut surface. This may require secondary cleaning, which adds to cost.
Not ideal for tubing cutoff
Wire EDM cutting is best for materials that are solid, so the method is not a good choice for cutoff of tubing. To maintain conductivity, the parts to be cut using EDM must be held firmly in place. This creates significant risk of deformation to tubing. It can also cause the cutting wire to contact the workpiece — shorting out the cut, causing the cutting wire to break, and possibly causing a “step” in the workpiece.
Although you can fixture a tube so that it rotates in the machine, the wire EDM cutting method is optimized for more complex shapes and not cost-effective for simple 2-axis cutoff of tubing. In addition, the wire EDM cannot do very short cutoffs (under 0.125”, or 3.175 mm) and does not produce quality cut end surface finishes. In fact, wire EDM cutting can result in surface roughness that is often characterized as “craters of the moon”!
So for applications such as medical device tubing that must be cut to very short lengths and have a very smooth end finish, a method such as thin-wheel abrasive metal cutting would deliver the necessary tight tolerance, burr-free results and a clean end cut without tube wall deformation.
Wire EDM Cutting vs. Other Options
Clearly, there are many advantages and disadvantages to wire EDM cutting as well as the other precision cutting methods that might be considered. So, does EDM make sense for 2-axis cutoff of small parts?
It depends! That’s because the efficacy of ANY cutting method can vary greatly depending on the material you use and the desired results. Making the right choice requires an in-depth understanding of your application, its parameters, and the product’s end use.
How does wire EDM cutting compare with other precision metal cutting methods? Keep reading to find out.