Why are grinding and honing used on inside diameters?
There are many different of finishing processes that are valuable in the production of small metal parts. Typically deployed at the end of manufacturing, these processes include methods of high precision internal grinding.
In this blog, we’ll take a quick look at two specialized types of abrasive internal grinding used to achieve a smooth finish and tight tolerance on the inside diameter (ID) of bores, holes, and tubes.
Differences Between Two Internal Grinding Methods
Both ID grinding and honing can be used as secondary processes to fine-tune the finish and dimensions of a part ID. The main difference between these two internal grinding processes is a magnitude of ten: That is, you ID grind metal to remove thousandths of an inch, but when you’re honing metal, you remove tenths — as in ten thousandths of an inch.
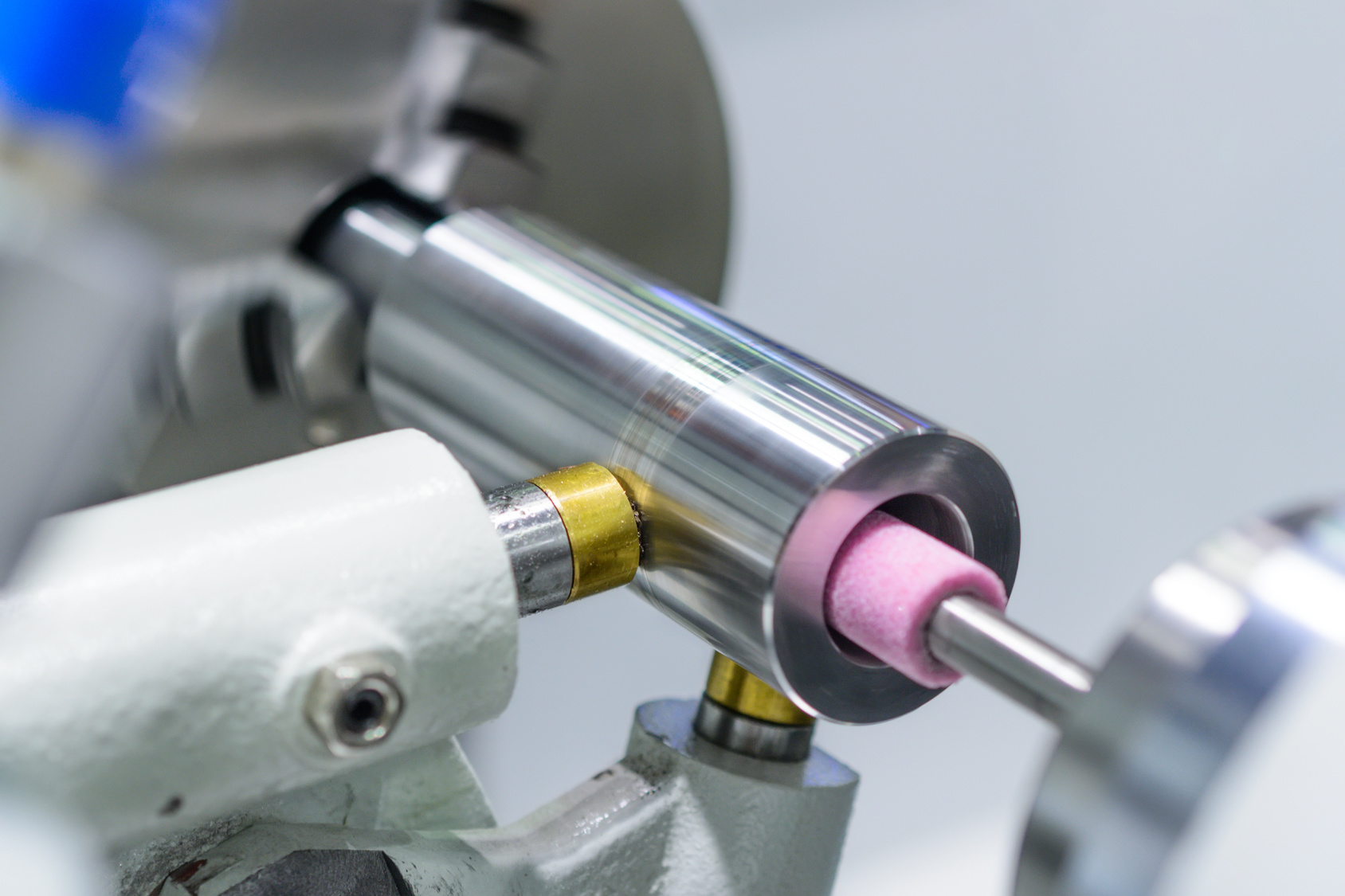
That means the ID grinding process is primarily used for precisely removing material from the ID of a cylindrical or conical part. Honing, on the other hand, is used for polishing or getting to a very precise surface finish and ID shape.
Proper selection of the grinding wheel or abrasive honing stone is critical to getting the desired results, whether the goal is:
- Rapid, precise removal of material from a part ID
- Creation of an ID surface finish and shape held to tight tolerances
ID grinding wheels typically consist of aluminum oxide, cubic boron nitride, or diamond. The most commonly used honing abrasives are corundum, silicon carbide, cubic boron nitride, or diamond. The choice of abrasive is usually based on the characteristics of the workpiece material.
Uses for Grinding and Honing of IDs
For Metal Cutting’s customers, internal grinding most often pertains to finishing the ID of thin-wall tubing. We typically work with a tube ID that is long, continuous, and consistent.
However, there are applications where tube IDs have other shapes that might require grinding or honing. The choice of method would depend on how much material you need to remove — thousandths vs. ten thousandths — and what Ra finish you require.
Ultimately, Ra is determined by the grit size of the honing stone or grinding wheel you select. But in general, honing stones are able to produce finishes as smooth as Ra 10, while grinding wheels used to achieve material removal will have a rougher finish.
Whether you are grinding or honing the ID, the tube must be held. That means both of these internal grinding processes are limited in how small the diameter of the tube can be.
Grinding may also be used on the cavities in cast parts, to eliminate the porous surface and get the desired final shape. Where the shape of the tube is more complex and convoluted, ID honing may be used.
High-Pressure ID Honing
Using pressure and a fine-grit abrading tool, honing can improve both the geometric form and the texture of an ID surface. Some common applications include finishing of cylinders for internal combustion engines, air bearing spindles, and gears.
One very interesting — perhaps the ultimate — example of the honing finishing process is a method called abrasive flow machining. Rather than using a honing stone, It involves forcing a thick, paste-like abrasive slurry through ID cavities to smooth out the internal features of a complex shape.
This type of honing is often used in race car engines to improve airflow through the manifold and intake. If the engine’s ID surface is not smooth, it can cause the laminar airflow to be turbulent, which in turn can cause back pressure.
The goal, therefore, is to minimize back pressure caused by rough surfaces and unintended angular features left over from the casting process during engine manufacturing.
This complex honing method uses very specialized equipment and is done under very high pressure. Therefore, abrasive flow machining requires a tube wall that is thick enough to withstand the pressure of the internal grinding process.
Because it is very specialized, this type of honing has limited applications. For instance, it is simply not practical for the hypotubes used in catheters and other medical devices designed to be minimally invasive. The thin-walled tubes suitable for this application couldn’t withstand the expanding pressure and would quickly deform or burst.
Honing is also a relatively expensive process. Therefore, it may be best reserved for applications where high form accuracy is required for the part to function properly.
High Precision Internal Grinding vs. Other Finishing Options?
In ID grinding and ID honing, high precision internal grinding involves some of the most challenging abrasive finishing techniques. The right manufacturing partner will work with you to understand your part requirements and help you determine if ID honing or grinding is appropriate for your application — or if one of many other available finishing methods might be a better choice.
To learn more about specifying grinding, honing, or other processes for your small metal parts, refer to our FAQs resource: How to Fine-Tune Your Quote Request to Your Maximum Advantage: Frequently Asked Questions in Small Parts Sourcing