Is a cold saw a good choice for your metal cutoff application?
Before you choose cold sawing for your 2-axis metal part cutoff, it is critical to understand the advantages and disadvantages of the process. That way, you can evaluate and decide whether it — or any other precision metal cutting method you might be considering — will meet your needs and priorities.
Hard Blades for Fast Cutting
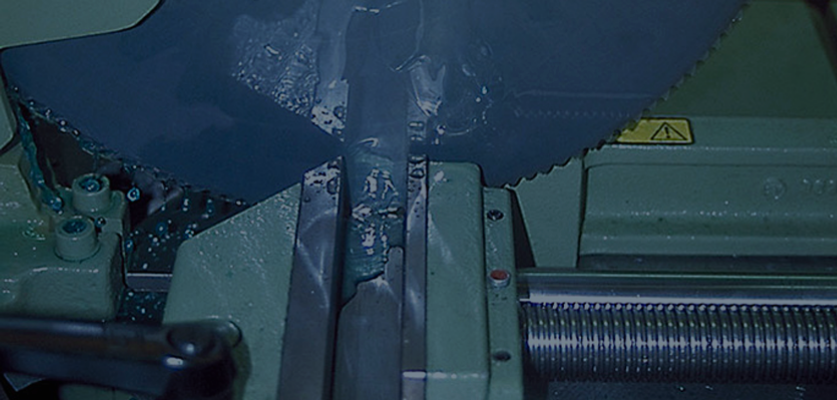
Cold sawing uses a circular blade to remove material while transferring the generated heat to the chips that are created by the saw blade. A cold saw utilizes either a solid high-speed steel (HSS) or tungsten carbide-tipped (TCT) blade turning at low RPMs.
Contrary to the name, HSS blades are rarely used at very high speeds. Instead, their main attribute is hardness, which gives them high resistance to heat and wear. TCT blades are more expensive but also extremely hard and capable of operating at even higher temperatures than HSS. This allows TCT saw blades to function at even faster rates than HSS blades, dramatically reducing cutting time.
Cutting quickly without generating excessive heat and friction, cold sawing machine blades resist premature wear that could affect the finish of cut parts. In addition, both types of blades can be resharpened and may be used many times before being discarded. This long blade life helps to make cold sawing a cost-effective method for high-speed cutting and high-quality finishes.
Cold Sawing Advantages
Cold saws can be used for cutting many different shapes, including rods, tubes, and extrusions. Automated, enclosed circular cold saws work well for production runs and repetitive projects where tolerance and finish are important. These machines offer variable blade speed and adjustable feed rates for high-speed production and burr-free, accurate cuts.
With a good, sharp blade, a fast circular cold saw has the advantages of nearly eliminating burrs and producing no sparks, discoloration, or dust. So, the method generally delivers a high-quality finish with true edges.
The cold sawing process is capable of high throughput on larger and heavier metals — in certain circumstances, even as tight as ±0.005” (0.127 mm) tolerance. Cold saws can be used for cutoff of both ferrous and non-ferrous metals, and for both straight and angled cuts. For example, common grades of steel lend themselves to cold sawing, and can be cut quickly without generating a lot of heat and friction.
Some Downsides to Cold Saws
However, cold sawing is not ideal for lengths under 0.125” (3.175 mm). Additionally, the method can indeed produce heavy burrs. Specifically, it is an issue where you have ODs under 0.125” (3.175 mm) and on very small IDs, where the tube would be closed by the burr produced by the cold saw.
Another downside to cold saws is that the hardness makes the saw blades brittle and subject to shock. Any amount of vibration — for example, from insufficient clamping of the part or the wrong feed rate — can easily damage the saw teeth. In addition, cold saws usually cause significant kerf loss, which translates into lost production and higher costs.
While cold sawing can be use to cut most ferrous and non-ferrous alloys, it is not recommended for very hard metals — specifically, those harder than the saw itself. And while cold saws can do bundled cutting, it can only do so with very small diameter parts and special fixturing is required.
Weighing the Options
Deciding whether to use cold sawing requires an in-depth understanding of your unique application and its specific parameters. Making the best choice also requires an understanding of the different methods used for cutting metal.
How does cold sawing compare with other precision metal cutting methods? Read on to learn more.