The Swiss Lathe Machine Shop, Where It Started — and Where It Is Now
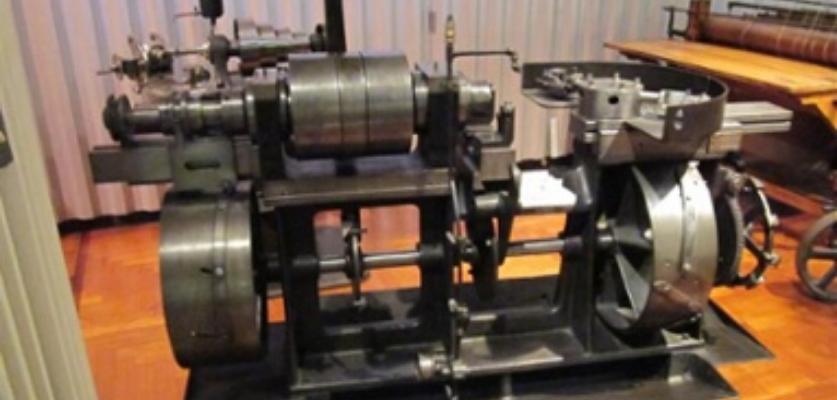
A photo of an original Swiss machine recently got us thinking about the origins of this capability.
While the Swiss screw machine has been around since the early nineteenth century, it seems that Swiss turning is a top-of-mind production method for nearly every industry these days. It’s a capability that virtually every modern Swiss machine shop leverages to quickly produce accurate parts for an array of diverse industries.
Where did the Swiss machine get its start? And how did it evolve into such an important precision CNC metal machining method today?
The Origins of the Swiss Screw Machine
The machine got its name from its invention in Switzerland in the early 1800s. Under the pressures of the Industrial Revolution, Swiss watchmakers had to not only produce exceptional quality, but also do it in large quantities in order to be competitive.
Automation was the key to success in the Swiss watch industry, leading to the creation of the Swiss screw lathe: A machine that could turn long, thin, intricate parts — in this case, watch screws — with relative speed and high accuracy.
Those early machines used a disc cam to rotate tooling to a workpiece that was held in place by a collet and supported by a guide bushing. Disc cams moved the tools in a radial motion while simultaneously altering the headstock position.
Today’s automatic Swiss machines are very different — and they far surpass the precision levels of the early nineteenth century lathes. Still, the same basic technology that made Swiss watchmakers famous continues to be a vital part of the industrial landscape today.
Swiss Precise Machining Improvements in the 20th and 21st Centuries
In recent years, the Swiss machine has become a must-have piece of equipment for many component manufacturers. Just as nineteenth century watchmakers could be more competitive thanks to the new level of automation that the original Swiss lathe machine shop provided, today’s manufacturers can gain a competitive advantage from modern developments such as:
- An increasing array of tooling capabilities
- Improvements in servo communication and speed
- The virtual elimination of secondary operations
In the 1970s, computer numerical control (CNC) was incorporated into the design of the Swiss screw machine. Along with the addition of turrets, gang slides, and secondary spindles in the tooling areas of the Swiss machine, this led to improvement in speed and accuracy.
As a result, the Swiss CNC screw machine can now meet high volume requirements with just a single operator, supporting:
- Parts rotating at a speed of up to 15,000 RPM — or with live tooling, up to 10,000 RPM
- Tolerances anywhere between ±0.0002” (±0.00508 mm) and ±0.0005” (±0.0127 mm)
This ability to produce more small machined parts in less time with a high degree of accuracy translates to a competitive price.
There have been other enhancements to the Swiss machine that were motivated by the desire to save time and money. For example, the machine leverages attributes including a dynamic bar stock feeder system, the guide bushings, and secondary spindles to deliver cost and time savings through:
- Increased productivity, which translates to lower cost per piece and less time to fabricate
- Reduced setup and tool change time, which shortens production times on repeat orders and decreases long-term cost per part
- Improved uptime resulting from CNC programming and the bar feed system, allowing machines to run unattended or even on a lights out schedule
With additional improvements in servo motors and controls, as well as the use of high-pressure coolants, Swiss machines are now a permanent fixture across industries — especially in the medical device, aerospace, and electronics markets, where exceptionally tight tolerances, difficult geometries, and exotic metals and alloys are common.
Tool Enhancements in the Modern Swiss Machine Shop
The Swiss machining center also delivers many advantages thanks to a wide variety of turning tools and the unique architecture of the machine’s tool zone.
Bar stock is fed through a chucking collet, where the headstock clamps on to it. The bar is located by a guide bushing — which virtually reduces deflection to zero — and then emerges into the tool zone.
Unlike a conventional lathe headstock, which remains stationary, the Swiss lathe headstock moves along the Z-axis, and the motion of the bar acts as the feed for material removal. Because parts are fabricated by moving both the material and tool simultaneously, uptime and tool wear rates are reduced.
Some Swiss small parts machining can accommodate 20 or more tools in the tool zone, many with live tooling that eliminates the need for secondary operations in complex parts. In addition, the close geometry of the machine allows the tool to work within millimeters of the workpiece, reducing chip-to-chip time to a second or less.
The Latest LFV Technology
In the latest development, Swiss machines such as the Citizen L12 — an important part of the Metal Cutting equipment fleet and our metal CNC machining capabilities — offer programmable, precise control of chip size using low frequency vibration (LFV) cutting technology.
Swiss machining with LFV enhances the ability to produce very fine cuts by reducing chip size and eliminating deflection on very small diameters. The programmable chip control feature will:
- Break up chips so they don’t become entangled with the material or tool
- Lower cutting resistance
- Reduce or eliminate the need for high-pressure coolants
- Eliminate the formation of a built-up edge
- Reduce the risk of distortion by preventing the machine temperature from rising
- Extend tool life
A Vital Part of High Precision CNC Metal Machining
Together, all the capabilities of the modern Swiss CNC machine allow it to produce close tolerances and complex parts that are often come right off the machine finished and ready to ship right. That makes the Swiss machine shop an important method in precision CNC machining.
To learn more about the attributes and advantages of modern Swiss-style turning, download our free guide Swiss Machine FAQs.