
The Surprising Complexities of Conversion
One of the fundamentals of small parts sourcing is the ability to convert between different units of measurement — for example, creating a metric tolerance chart by converting tolerance figures between millimeters and inches.
It’s a task that is not nearly as simple as you may think. In fact, the risks of moving back and forth between metric and standard measurement systems is the stuff of legends, often having disastrous results.
Some Worst-Case Scenarios
Back in 1983, an Air Canada Boeing 767 flying from Montreal to Edmonton ran out of fuel about an hour into its flight and had to (literally) glide in for an emergency landing. Miraculously, only two passengers sustained minor injuries — and that was while evacuating the aircraft.
Why did it happen?
When the aircraft’s fuel quantity indication system failed prior to takeoff, the flight and ground crews decided to manually compute the amount of fuel required. Calculating that the plane needed 8,703 kg of fuel, they divided that by 1.77 — the density of the fuel according to the refueling company’s documentation — to convert the kilograms to 4,916 L. That amount of fuel was then pumped into the aircraft.
Trouble is, while the 767 aircraft measured fuel in kilograms per liter (kg/L), the density figures in the refueling guide used pounds per liter (lb/L). As a result, the plane had less than half the required amount of fuel on board.
There are plenty of other examples:
- In 1999, NASA lost its $125 million Mars Climate Orbiter (MCO), the first interplanetary weather satellite, because spacecraft engineers failed to convert from standard to metric measurements. With its trajectory computed using pound-seconds mistaken for the metric unit of force (newton-seconds), the MCO failed to enter orbit and crashed into the planet Mars.
- In 2003, the Space Mountain roller coaster at Tokyo Disneyland derailed due to an axle that was smaller than the design requirements, causing a gap of more than 1.0 mm (instead of 0.2 mm) between the bearing and the axle. The specs had been converted to metric units in 1995, but in 2002 the earlier standard unit specs were used to order new axles — which ended up measuring 44.14 mm instead of the needed 45 mm.
- Boeing’s use of standard units may have hampered the subcontracting of some precision work to overseas suppliers, adding to delays in the manufacture of the Boeing 787 Dreamliner. Originally due in May 2008, the aircraft did not enter into commercial service until October 2011.
You get the picture. The use of different units, human error, and inaccurate metric to standard conversions (and vice versa) can have serious implications for not only quality and performance, but also safety.
Conversion Technology to the Rescue?
Notably, it is true that today’s technology provides more reliable conversion tools and helps to reduce the risk of human error. Computer numeric controls (CNC) on machines allow conversions to be calculated internally for all of the values within a machine’s control.
On the shop floor, staff can be equipped with a variety of handheld digital micrometers for converting on the fly. For example, the display on a modern digital micrometer allows users to toggle between metric units and inches with the press of a button.
However, standard to metric conversion (and back again) is not a simple proposition, and there are still some things to consider when switching measurement systems.
Most machines are calibrated in the unit that makes the most sense for its primary use. For example, a tool that makes parts for use in carpentry may be calibrated in standard inches and its fractions.
But while fractions are well suited to the markings on a tape measure, they are not easy to transpose when being entered into a machine. Moreover, the measurements used in carpentry, while fine for woodworking, are ten to one hundred times larger than the measurements used for medical devices.
Converting Figures for a Metric Tolerance Chart
In addition, you might be using parts from many subcontractors, some domestic and some in countries where the metric system is prevalent. Those parts may have to connect to and interact with other systems that are not metric based.
That means when manually calculating conversions back and forth between standard and metric, you also need to take part tolerances into account. That’s because making parts at the top of the tolerance range measured in the metric system may not fit with another component at the bottom of the tolerance range as measured in a standard system.
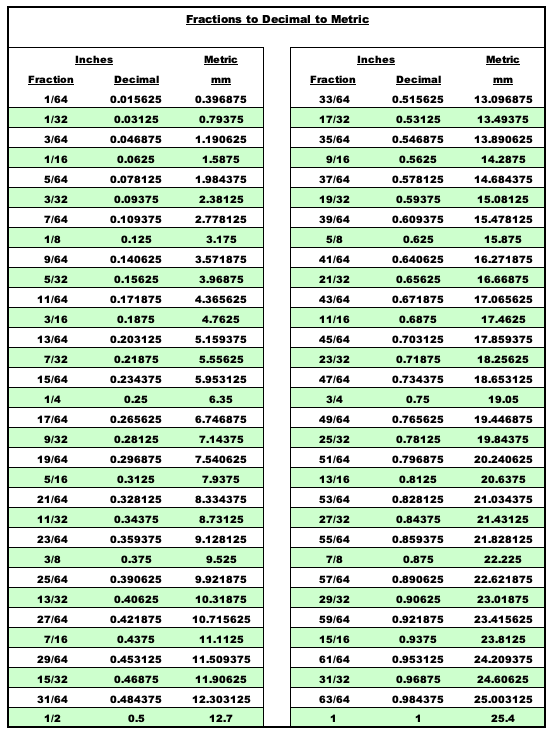
For example, the metric tolerance chart included here shows conversions between inches and millimeters (and vice versa) for the typical range of tolerances that customers ask for at Metal Cutting.
However, we also consider the upper and lower spec limits — adjusting tolerances as needed to ensure that when the figures are converted and rounded, the converted unit of measure is not outside the upper or lower limit. To illustrate:
- A dimension of 20 mm ±2 mm
- Converts to 0.79” ±0.08”
- Which makes the upper spec limit 0.87” and the lower spec limit 0.71”
- Which convert back to upper and lower spec limits of 22.098 mm and 18.034 mm
In the original unit of measure, the upper and lower specs limits are 22 mm and 18 mm — and as you can see, the converted upper limit is outside that range. So to ensure that the part is not outside of the original spec limits, we could adjust the converted tolerance to 0.79” +0.07”/-0.08”.
The Effects of Rounding on Tolerances
Rounding can also lead to errors and conversions that are outside of the accepted range of tolerances. Therefore, you need to carefully how many decimal places to extend a conversion.
For example, you might say 1.0 mm converts to 0.04 inches; however, that calculation rounds the figure of 0.0393700787 to only the second decimal place. In a world requiring tolerances to at least the third or fourth decimal place, is 0.04 inches accurate enough?
Even the tools we count on for conversions bring rounding into the equation. Most CNC machines are calibrated in one unit and convert — and round — to the other. A modern digital micrometer, which was engineered in metric, will operate and calculate readout dimensions in metric units.
However, when users toggle a simple button from metric to standard, they are not getting an entirely new calculation. Rather, they are getting a conversion to standard, including the rounding factor or error that is necessary for the decimal places provided for in the readout. This potential inaccuracy is rarely considered and yet can, on occasion, seriously matter.
In addition, the effects of rounding are compounded, not only among multiple interacting parts but also across dimensions and tolerances. Fortunately, these variations can be overcome by rounding methodically and adjusting nominals and upper/lower spec limits as needed to ensure that all dimensions will be within (or tighter than) the accepted tolerances.
Impact on Quality, Safety, and Costs
Clearly, standard to metric measurement conversion has important implications in everything from aerospace applications to medical devices and automotive welding machines. While in most situations a poor fit may not have life-changing repercussions, in other instances the failure of a part may be catastrophic.
The good news is, by investing some time and care in your conversions between different measuring systems — and how the tolerances and mating of the various parts will be affected — you and your vendor can help to maintain quality, safety, and cost control.
(To learn more about how to account for tolerances, check out our related blog on how tolerances stack up.)




