Why is grinding between the centers so important?
Despite the name, OD grinding is not just about shaping the outside diameter (OD) of a part. As a type of cylindrical grinding, it requires that the object being ground has a central axis of rotation.
In fact, OD grinding occurs on the external surface of a workpiece between the centers — and that is a critical distinction.
True Center Matters
You see, the centers are not just some hypothetical spots on a part. The centers are end points that hold the object at the geometric true center, move it in a rotational direction, and allow for the grinding action.
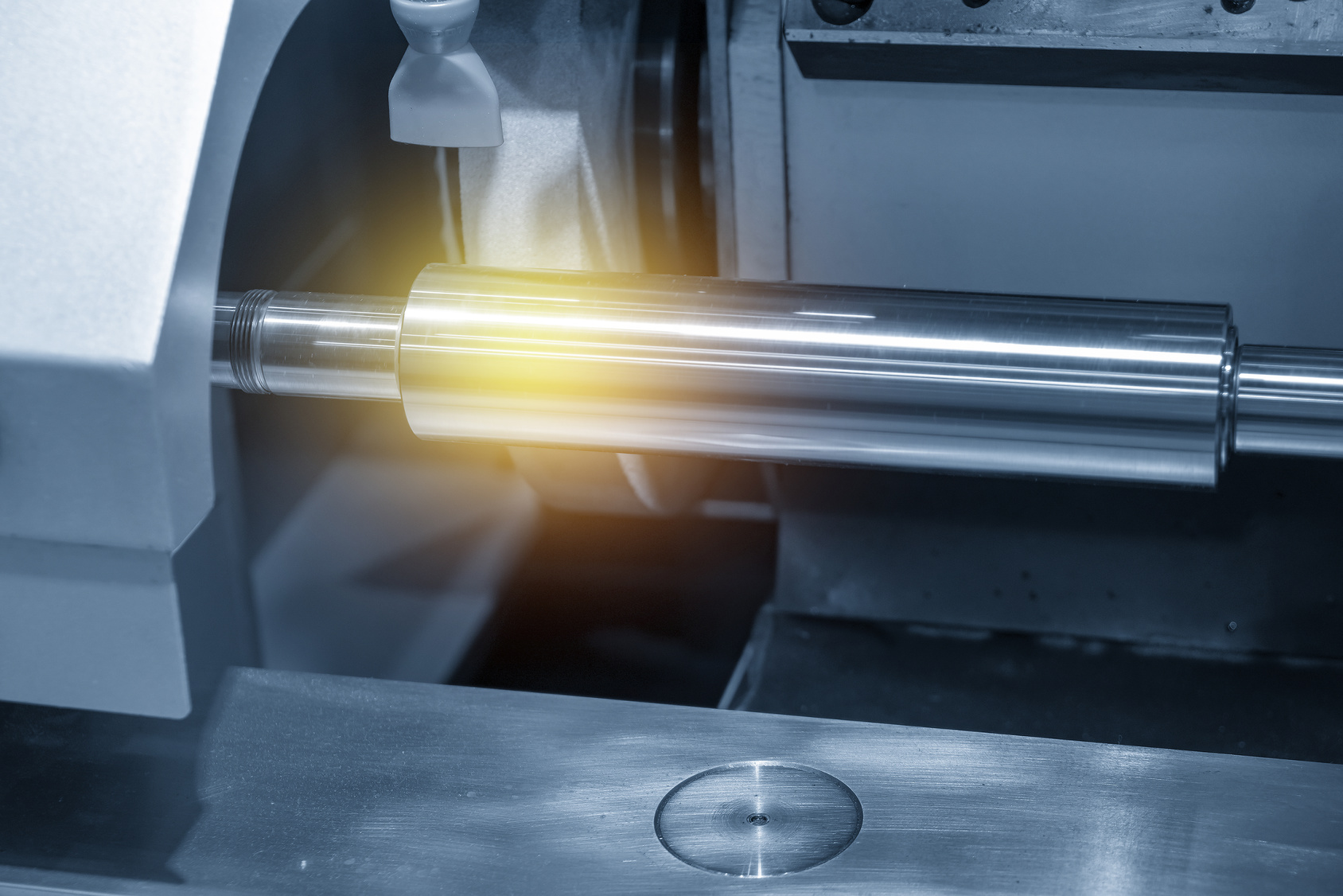
The workpiece rotates around that fixed, true center axis. At the same time, the grinding wheel is rotated in the same direction as the object.
When the two surfaces make contact, they are then moving in opposite directions. This allows for smoother operation while reducing the chance of the wheel and workpiece jamming up.
With OD grinding, the surfaces that are ground are concentric to that axis of rotation. Commonly used to grind cylindrical surfaces or the shoulders of workpieces, the method is capable of great precision:
- Tolerances from ±0.0005” (13 μm) to ±0.00005 inches (1.3 μm) for diameter
- Tolerances from ±0.0001” (2.5 μm) to ±0.00001 inches (0.25 μm) for roundness
- Typical finishes from 8 µin (0.20 μm) to 32 µin (0.81 μm)
The biggest variable is overall diameter, with smaller diameters achieving tighter tolerances and larger diameters yielding lesser tolerances.
Benefits of OD Grinding
Unless you need different diameters along a length or require unusually large material removal rates, necessitating a creep-feed grinder, OD grinding is a fairly simple process. It is similar to through-feed centerless grinding, with both being used to improve the outside of an object.
But there is a huge advantage to OD grinding and its requirement that you find the true center of a circular part. That is, you can take something that is out of round and make it perfect. There is one caveat, of course: Since grinding removes material, the part will be smaller.
Unlike with centerless grinding, with OD grinding you can remove unacceptable geometry and return a part to perfect circularity. That means the process can be used to restore or create roundness, to address issues such as ovalness, lack of concentricity, and other circular defects.
For example, our partners at Nippon Tungsten provide premium resharpening services for die cutting systems. Using the best cylindrical grinding techniques practiced anywhere, the company can routinely OD grind a 4” (101.6 mm) tungsten carbide part to achieve a remarkable 0.1 to 0.2 Ra mirror finish, thicknesses of 10-40 μm and a tolerance of ±25 μm.
Comparison with Other Grinding Methods
With OD grinding, there are limits on how small a part can be and still be ground this method. That is because on parts of 0.250” (6.35 mm) or smaller, it is extremely hard to find the true center.
In fact, it is the difficulty of finding the center on very small parts that led to the development of centerless grinding. There, the workpiece is loose rather than held in place by a spindle or fixture. The angle between a regulating wheel and the grinding wheel feeds the part through the two wheels as grinding occurs.
But when you OD grind, there is only one wheel, which must work against the workpiece in order to grind. It is the continuous rotation of both workpiece and grinding wheel that makes the grinding action possible.
In that way, OD grinding is similar to surface grinding, where there is only one wheel. However, one big difference is that in surface grinding, the workpiece is stationary. In fact, OD grinding might look like a lathe operation, with the difference being the use of a grinding wheel instead of a cutting tool
Some Common Applications
Here at Metal Cutting, where we produce very small and precise metal components, our customers’ parts are typically far too small to find the true center. Therefore, those components are not typically good candidates for OD grinding.
However, we regularly send our equipment spindles out for regrinding, entrusting them to experts who use OD grind to ensure they will function at peak performance.
In addition, this grinding process can be used in high-volume production of precision parts such as turbocharger rotors and fuel injection needles for diesel engines. The method is common in the manufacture of components for a wide range of industries, including automotives, aerospace, machine tooling, precision engineering, orthopedic medical devices, and energy.
in all cases, the use of OD grinding is dependent upon the part diameter size allowing the machine operator (or robot) to find the true center of the workpiece.
Do You Need to OD Grind?
Naturally, as with other grinding methods, there are a number of factors that affect the results you get when you OD grind. For instance, the surface that is produced will depend on:
- Hardness of the workpiece material
- Type of wheel and grain fineness
- Condition of the wheel (e.g., properly dressed, minimal clogging)
- Feed rate
- Machine rigidity
- Lubricant quality
The right manufacturing partner can work with you to understand your part requirements and determine if OD grinding is a good choice for your application.
To learn more about specifying grinding and other processes for your metal parts, refer to our FAQs on How to Fine-Tune Your Quote Request to Your Maximum Advantage: Frequently Asked Questions in Small Parts Sourcing.